

: L’Avènement de la Transparence Intelligente")










Toitures métalliques · Bardages · Façades ventilées · Panneaux composites
Dans une enveloppe performante, la fixation est un élément critique au même titre que le panneau ou l’étanchéité.
En plus de la durabilité et de l’étanchéité, les vis doivent résister à des sollicitations mécaniques spécifiques aux systèmes (toitures, bardages, membranes).
Les sections ci-dessous résument les critères clés et les bonnes pratiques de sélection et de mise en œuvre.
4.1 – Résistance à l’arrachement (pull-out)
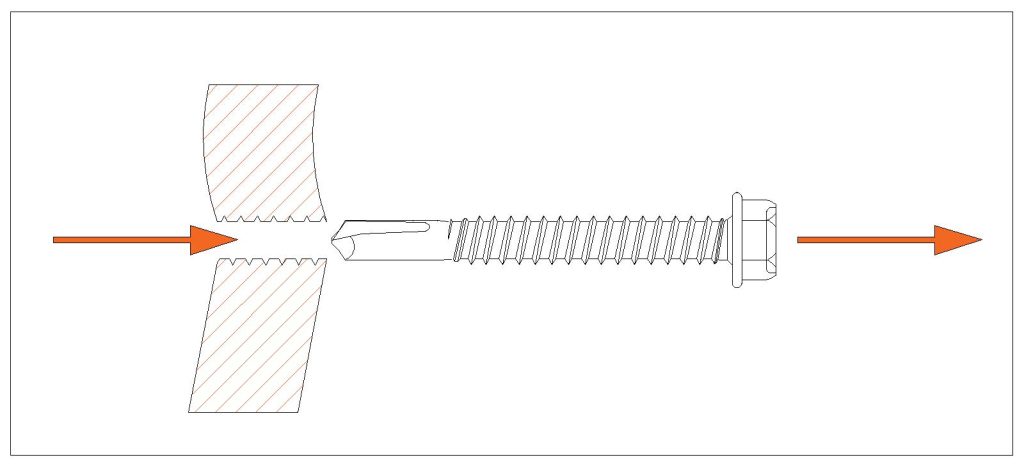
La résistance à l’arrachement traduit la capacité de l’assemblage fileté à supporter une traction axiale sans que le filet ne s’arrache du support.
Pour les vis autotaraudeuses, le diamètre du trou pilote conditionne la performance : Si trop petit ➜ le couple de pose sera élevé ; si trop grand ➜ il y a risque de perte de résistance à l’arrachement et risque de surcouple.
Les vis autoperceuses, quant à elles, intègrent leur propre foret et forment le filet dans l’épaisseur prévue (p. ex. ~3 mm, 6 mm, 14 mm),
offrant des valeurs d’arrachement plus reproductibles et un gain de productivité sur chantier (perçage + vissage en une passe).
- Respecter les jauges (calibres) d’épaisseur support ⇄ capacité de perçage de la vis.
- Contrôler l’état des embouts et la perpendicularité de pose pour éviter l’ovalisation du trou.
- Vérifier la longueur d’engagement de filet utile dans le support (acier vs. aluminium).
4.2 – Résistance au « pullover »
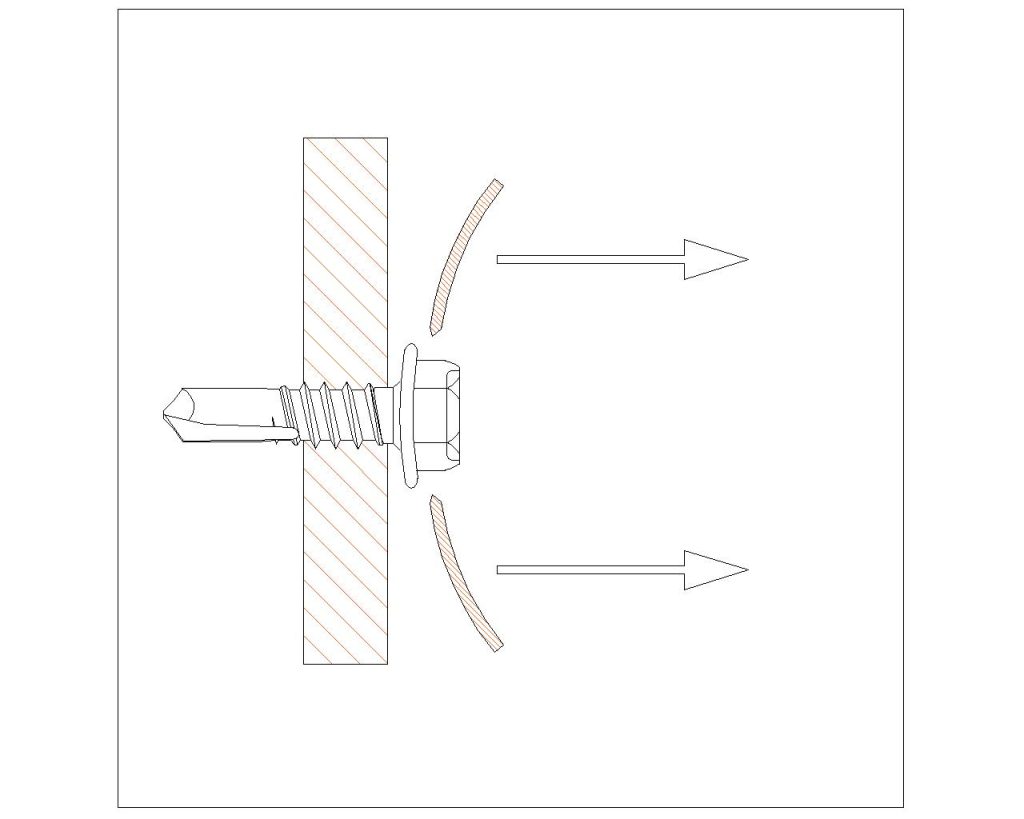
Le « pullover » correspond à la traversée ou arrachement de la feuille de métal par la tête de vis.
Sa prévention repose sur le diamètre effectif de la tête/rondelle, sa rigidité et la qualité d’appui.
Les rondelles métalliques larges et les têtes moulées répartissent mieux les contraintes et retardent la rupture de la tôle.
- Tôles minces, emboutis profonds et zones de succion du vent (rives, angles) : sensibilité accrue.
- Écrasement local du support si le serrage est excessif → perte d’épaisseur efficace sous la tête.
4.3 – Résistance en flexion dynamique
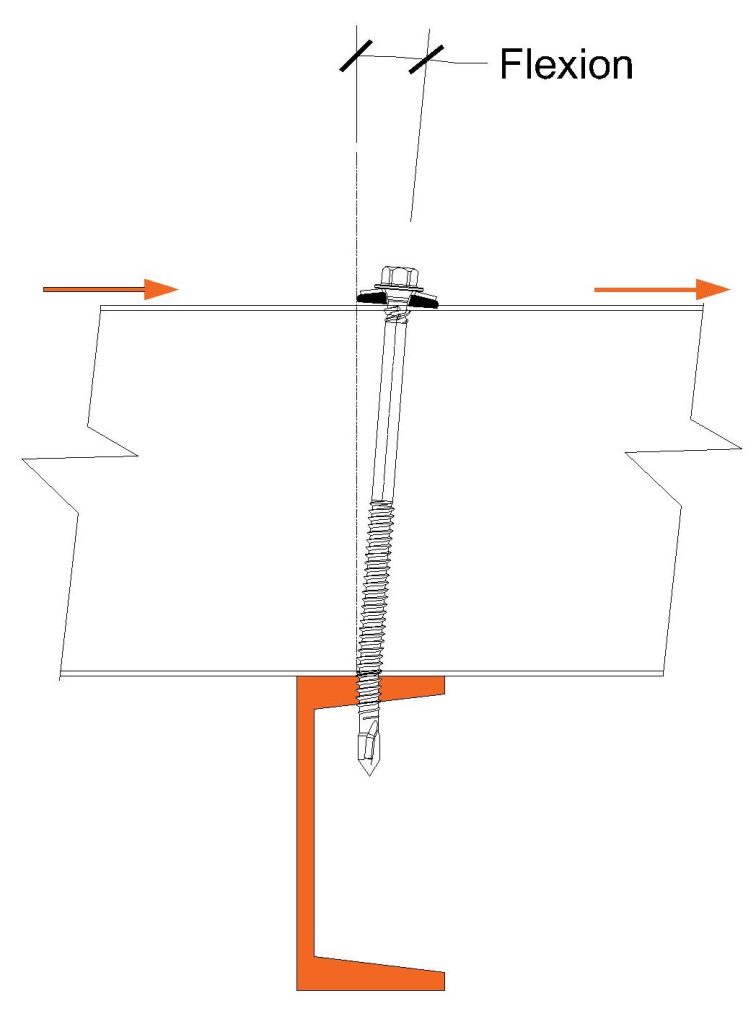
Les vis de fixations longues utilisées pour fixer les panneaux composites et les plaques de fibrociment, et dont la tête est éloignée du support, sont généralement soumises à des efforts de flexion. Dans le cas des composites, ces efforts de flexion sont généralement dynamiques et répétitifs. Ces efforts sont générés par les déflexions et les mouvements thermiques des panneaux, et la flexion de la fixation est généralement plus importante dans les profilés de support laminés à chaud, généralement moins flexibles, que dans les profilés laminés à froid plus fins.
- Tiges à haute limite d’élasticité, transition géométrique douce sous tête, et rainures anti-amorces de fissure recommandées.
- Supports laminés à chaud (plus raides) → flèches moindres du support mais flexion plus concentrée dans la vis : vérifier.
4.4 – Résistance à l’enfoncement (push-down)

Le filet de bridage sous tête doit reprendre les charges concentrées et conserver l’étanchéité (zone lisse utile).
Des référentiels comme la BS 5427 (profils nervurés) encadrent ces vérifications pour panneaux et couvertures.
Associer rondelles rigides + filet de bridage majoré pour limiter les déformations locales en tête dans les zones à efforts ponctuels.
4.5 – Résistance au cisaillement
En bardage et fixation d’accessoires, les vis sont soumises à des efforts latéraux. Ces efforts latéraux induisent du cisaillement direct de la vis.
Les fabricants fournissent généralement la charge ultime en cisaillement et celle pour un déplacement à 3 mm (état de service).
- Privilégier des diamètres de tige et aciers adaptés aux combinaisons cisaillement + traction (effets composés).
- Limiter les jeux entre pièces pour réduire les déplacements relatifs avant prise de charge.
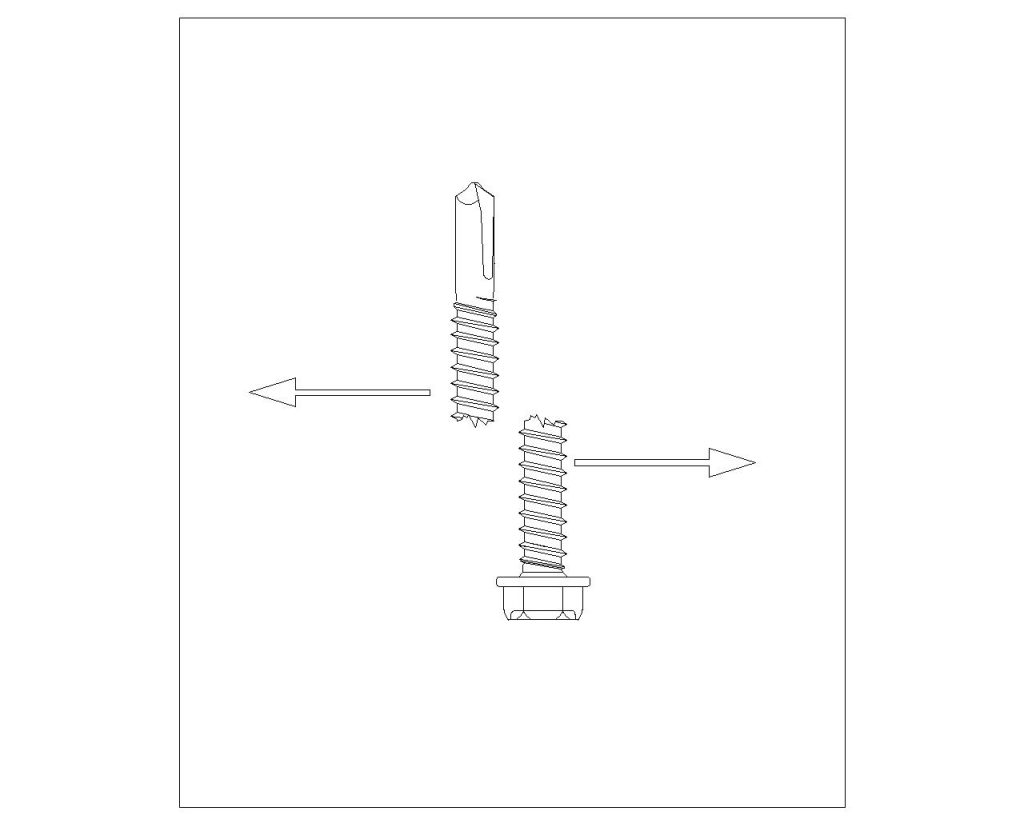
4.6 – Dévissage (unwinding)
Les vibrations, le soulèvement au vent dans les membranes et la dilatation différentielle peuvent entraîner un desserrage progressif.
Les conceptions de filets à pas réduit, amorce conique et engagement franc dans les tabliers métalliques minces (≥ 0,63 mm) limitent ce phénomène.
- Utiliser des rondelles/plaques de répartition anti-rotation lorsque recommandé par le fabricant.
- Éviter les couples insuffisants : un serrage trop faible peut accélérer le desserrage.
4.7 – Bridage / serrage de la membrane
Sur membranes monocouches fixées en joint, la rondelle d’appui ou la plaque de répartition de contrainte doivent empêcher tout glissement latéral de la feuille.
Des conceptions optimisées peuvent autoriser des charges admissibles majorées sur membranes renforcées (selon avis du fournisseur de membrane).
- Vérifier l’adhérence membrane/plaquette (gaufrage, stries) et le rayon d’arête pour éviter les amorces de déchirure.
- Coordonner géométrie de plaquette, densité de fixations et rythme des joints selon le plan de vents.
4.8 – Surcouple et maîtrise du vissage
Le sur-vissage peut arracher le filet dans les supports minces ou rompre la tête de vis dans les supports épais.
D’où l’intérêt des visseuses avec butée de profondeur et réglage de couple, voire de vis à limitation mécanique de couple.
- Écrasement de tôle sous tête (perte de capacité au pullover).
- Échauffement ↔ altération de la rondelle d’étanchéité (EPDM) si la rotation se prolonge tête en appui.
4.9 – Fréquence et disposition des fixations
La densité des fixations (patron de vissage) dépend des effets de surchage de vent, de la géométrie du bâtiment (zones d’angle/rive/haut) et du type de panneau.
Les données fabricants sont souvent ultimes ; appliquer les coefficients de sécurité prescrits par vos normes (p. ex. NBCC au Canada, guides ASTM pour couvertures).
- Déterminer les pressions de calcul par zone (bordures, angles, champs).
- Convertir en efforts unitaires par point de fixation selon le pas de nervures/joints.
- Vérifier états ultime et service (déplacements, flambement local, vibrations).
4.10 – Compatibilité des matériaux
La corrosion galvanique peut se produire entre métaux dissemblables.
Règle pratique : la fixation doit offrir une résistance à la corrosion au moins supérieure au métal traversé.
Acier Inoxydable austénitique recommandé pour liaisons impliquant aluminium et aciers galvanisés ; éviter l’acier carbone sur aluminium.
- Interposer une barrière isolante (ruban, film, peinture) entre aluminium et acier galvanisé aux interfaces continues.
- Considérer le rapport de surfaces anode/cathode : de grandes surfaces cathodiques accélèrent la corrosion anodique.
4.11 – Systèmes d’outillage et qualité de pose
La constance de performance dépend aussi de l’outillage : embouts adaptés, butées de profondeur, alimentation de vis,
et systèmes semi/automatisés pour membranes, fibrociment et panneaux.
Objectifs : vitesse, répétabilité, couple maîtrisé.
- Contrôle périodique des couples de pose (échantillonnage en cours de chantier).
- Alignement perpendiculaire à la tôle ; éviter l’entrée « en biais » qui réduit l’appui de tête.
- Remplacement des embouts usés pour conserver l’empreinte et éviter le ripage.
Conclusion
Les vis ne sont pas des accessoires : elles conditionnent la sécurité, l’étanchéité et la durabilité de l’enveloppe.
Un choix pertinent conjugue : matériau compatible, géométrie de tête/rondelle, capacité d’arrachement/cisaillement,
maîtrise du couple, et outillage adapté.
L’ingénierie conjointe (concepteur ↔ fournisseur ↔ poseur) permet d’optimiser la densité de fixations et la performance globale.
Ceci conclut la dernière partie de ce guide et qui portait sur les exigences essentielles de résistance structurales des fixations métalliques.
Références de lecture:
– Guide du concepteur (SFS INTEC)
– Guide technique pour les vis auto-perçeuses (Hilti)
– Fiche technique des vis Teks (Itw Buildex)
– Guide de résistance à la corrosion, Thomas&Betts
– Rapport d’investigation sur les causes de corrosion dans les fixations métalliques (Sphenix Mperia)
– Extrait de la norme britannique BS 7543:1992 — Guide to: Durability of buildings and building elements, products and components.











{kind=link}